
Key Design Considerations for Progressive Dies
MOLD AND ACCESSARY
SHINSHENG TECH Admin
11/9/20253 min read
Key Design Considerations for Progressive Dies
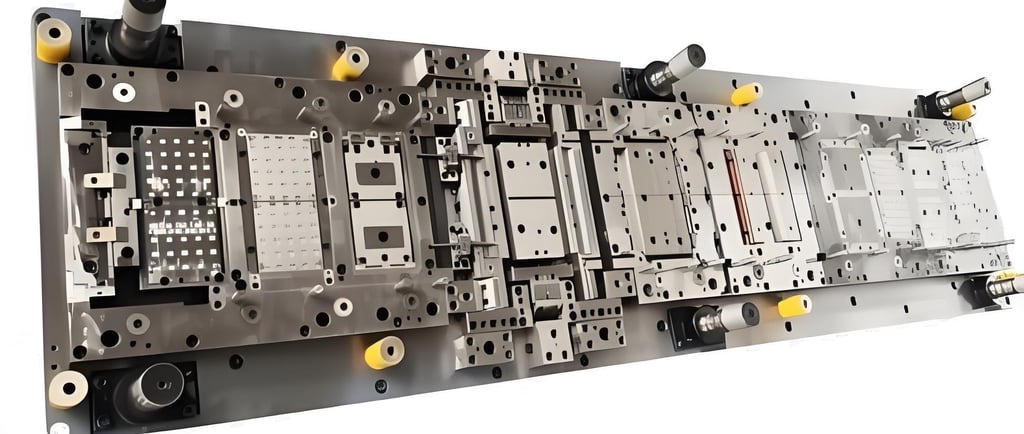
Progressive dies are the core equipment for high-volume, high-precision sheet metal stamping processes, widely applied in industries like automotive, electronics, and home appliances. Their design quality directly determines stamping efficiency, product precision, and die service life. Below are the critical design considerations for progressive dies:
1. Strip Layout & Parting
Strip layout serves as the fundamental premise for progressive die design. The design process must comprehensively plan the sequence of stamping operations (including piercing, notching, bending, forming, and blanking) for each station, with the core goal of maximizing material utilization and minimizing scrap rate. Meanwhile, precise piloting mechanisms must be integrated into the layout. Pilot pins or guide rails are typically used to ensure the metal strip moves accurately and consistently between consecutive stations. This prevents positional deviations during the stamping process, which could lead to dimensional inaccuracies in the final products. The layout should also consider the strip’s feeding direction and spacing between stations to avoid interference between different stamping operations.
2. Precision Stamping Components
The performance of punch and die components is pivotal to stamping quality. For punches and dies that bear high impact forces and wear, premium materials such as carbide or high-speed steel (HSS) are preferred. These materials offer excellent hardness and wear resistance, extending the service life of stamping components. In addition, the clearance between the punch and die must be calculated with micrometer-level precision. The clearance value is determined by the thickness and material of the sheet metal; an inappropriate clearance will result in issues like burrs on the product edge, poor dimensional accuracy, or even damage to the die.
3. Material Handling & Scrap Management
Efficient material handling and scrap removal systems are essential to avoid production downtime. Spring-loaded lifters are installed in the die to support the metal strip and keep it flat during stamping, preventing the strip from warping or getting stuck in the die. Positive stops are also configured to control the feeding length of the strip at each station, ensuring consistent feeding accuracy. For scrap management, dedicated scrap chutes or ejection channels are designed to remove scrap and slugs in a timely manner. This prevents scrap accumulation in the die, which could cause jamming, scratch the product surface, or damage the stamping components.
4. Die Structure & Rigidity
The die set must be engineered with high rigidity to resist deflection under stamping load. High-strength alloy steel is commonly used for the upper and lower die bases to ensure structural stability. Ball bearing guide posts are adopted to achieve precise alignment between the upper and lower dies. This eliminates lateral displacement during the stamping stroke, ensuring uniform force distribution and consistent product quality. Additionally, a reliable ejector system is integrated into the die design. Ejector pins or stripper plates are used to smoothly release the finished stamping parts from the die, preventing parts from sticking to the punch and affecting subsequent stamping cycles.
5. Maintenance & Serviceability
Designs should prioritize ease of maintenance to reduce production downtime caused by die repairs. Standardized and interchangeable components are used as much as possible for wear parts such as punches, dies, and pilot pins. This allows for quick replacement without the need for custom processing. Moreover, the die structure is designed to ensure easy access to key components. Detailed assembly drawings and component lists are provided to guide maintenance personnel in disassembling, inspecting, and repairing the die efficiently. Regular maintenance points (such as lubrication ports) are also set up to extend the overall service life of the progressive die.
Key Terminology
Strip layout: The arrangement of stamping operations and material flow on the metal strip
Piloting: The guidance system for precise strip feeding
Punch and die: The core stamping components for cutting or forming sheet metal
Carbide: A high-hardness material used for wear-resistant stamping parts
Ball bearing guide post: A component ensuring accurate alignment between upper and lower dies
Ejector system: A mechanism for releasing finished parts from the die
SHINSHENG TECH
SHINSHENG TECH service portfolio: automotive precision stamping tooling, plastic injection mold, die-casting mold &related parts; linear motor &frameless torque motor; filtering material &air/water/oil filter; ODM/OEM and customized services.
© 2025-2026 SHINSHENG TECH. All rights reserved.
Quick links
Get in touch
Address
Community 40, Fuxing Road, Haidian District, Beijing, China