
Progressive Stamping Dies: A Comprehensive Introduction
Stay connected with the latest trends, tips, and stories from our mold and hardware trading world.
MOLD AND ACCESSARY
SHINSHENG TECH Admin
10/19/20253 min read
Progressive Stamping Dies: A Comprehensive Introduction
Progressive stamping dies are specialized precision tools widely used in the metalworking industry for mass-producing complex sheet metal components with high efficiency, consistency and accuracy. Unlike single - station dies that complete only one operation per press stroke, progressive dies divide the entire forming process into multiple sequential stations arranged along the material feed direction. With each stroke of the press machine, the metal strip advances through these stations, and a portion of the forming process is finished at each step until the final part is fully formed and separated from the strip.
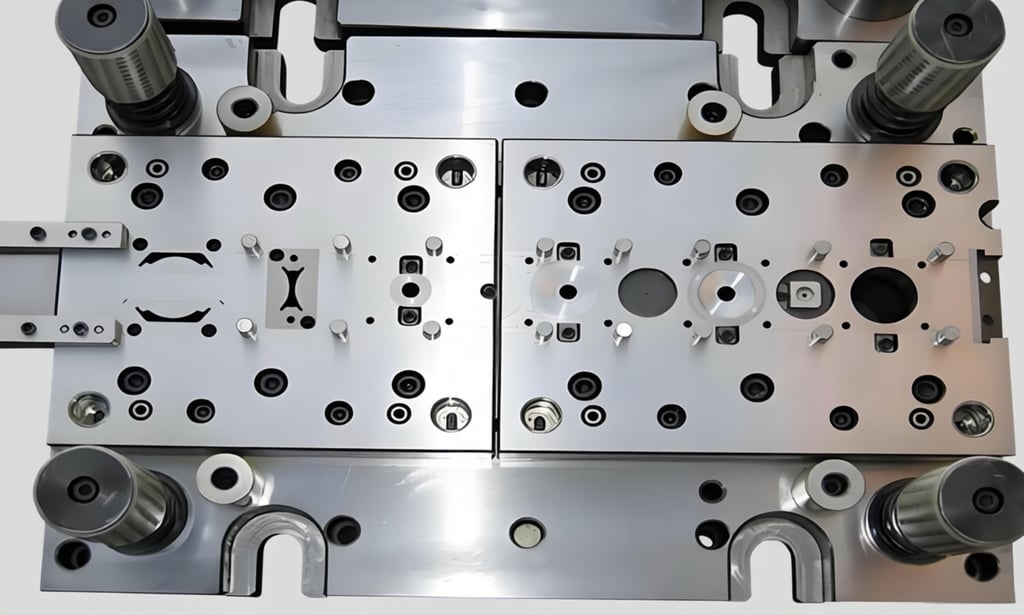
1. Core Components and Their Functions
A progressive stamping die is an integrated assembly composed of numerous precision - machined parts, each playing a vital role in the stamping process:
Punch and Die Sets: These are the core forming components. Punches are the male parts that move downward, while dies are the female parts with matching cavities. They work together to cut, bend, draw or emboss the sheet metal. Different stations are equipped with customized punch - die combinations according to the required operations (e.g., blanking punches for cutting the outer contour, bending punches for shaping angles).
Strip Feeding Mechanism: This mechanism ensures the metal strip advances at a precise distance (called the pitch) with each press stroke. Common feeding methods include roller feeders and air feeders, which guarantee accurate positioning of the strip at each station to avoid defects caused by misalignment.
Guide Pins and Bushings: They provide precise alignment between the upper and lower die sets. Guide pins are mounted on one die half, and bushings on the other, minimizing lateral movement during the press stroke and ensuring the punch and die align perfectly every time.
Stock Guides and Pilots: Stock guides keep the metal strip moving along the correct path within the die. Pilots are small pins that fit into pre - punched holes on the strip, further enhancing positioning accuracy and preventing the strip from shifting during subsequent operations.
Ejector and Stripper Plates: After the punch forms the metal, the stripper plate removes the strip from the punch to prevent it from sticking. Ejector plates push the finished part or scrap out of the die cavity, ensuring smooth operation and continuous production.
2. Working Principles and Process Flow
The operation of a progressive stamping die follows a strict sequential process, which can be summarized in the following steps:
Initial Feeding: A coil of sheet metal is loaded into the press machine, and the leading end of the strip is fed into the first station of the die.
Sequential Processing:
First Station (Typically Blanking/Piercing): The first operation is usually piercing small holes (for pilot positioning) or blanking a part of the contour. These holes are then used by pilots in subsequent stations to align the strip accurately.
Intermediate Stations (Bending/Drawing/Embossing): As the strip advances, it passes through a series of intermediate stations where operations like bending, deep drawing (for forming 3D shapes) or embossing (for creating raised or recessed patterns) are performed. Each station completes one specific forming step.
Final Station (Separation): At the last station, the fully formed part is separated from the remaining strip through a blanking operation. The scrap strip continues to move forward and is either collected or cut into smaller pieces for recycling.
Continuous Cycle: With each stroke of the press, the above steps repeat automatically, enabling high - speed, continuous production of metal parts.
3. Key Advantages
Progressive stamping dies have become the preferred choice for mass production of sheet metal parts due to their outstanding benefits:
High Production Efficiency: The die can complete multiple operations in a single press stroke, eliminating the need to transfer parts between different single - station dies. This significantly reduces production time and labor costs, making it ideal for large - volume production runs (often millions of parts).
Consistent Part Quality: The precise positioning and standardized operation of the die ensure that every part produced has the same dimensions and shape. The risk of human error is minimized, resulting in a very low defect rate.
Versatility: Progressive dies can handle a wide range of sheet metal materials, including steel, aluminum, copper and their alloys, as well as various thicknesses (usually from thin foils to medium - gauge sheets). They can also produce complex parts that require a combination of cutting, bending and drawing operations.
Cost - Effectiveness for Mass Production: Although the initial design and manufacturing cost of a progressive die is relatively high, the unit cost of each part drops sharply when producing large quantities. This makes it extremely cost - effective for mass - produced components used in industries such as automotive, electronics and home appliances.
4. Typical Applications
Progressive stamping dies are widely used in industries that require large - scale production of precision sheet metal parts:
Automotive Industry: Producing components such as brackets, clips, sensor housings, connector terminals and small structural parts for engines and chassis.
Electronics Industry: Manufacturing precision parts like battery contacts, connector pins, switch components and shielding cases for smartphones, computers and other electronic devices.
Home Appliance Industry: Making parts for refrigerators, washing machines and air conditioners, such as spring clips, mounting brackets and control panel components.
Hardware Industry: Producing a variety of standard and customized hardware parts, including screws, rivets, and fasteners.
SHINSHENG TECH
SHINSHENG TECH service portfolio: automotive precision stamping tooling, plastic injection mold, die-casting mold &related parts; linear motor &frameless torque motor; filtering material &air/water/oil filter; ODM/OEM and customized services.
© 2025-2026 SHINSHENG TECH. All rights reserved.
Quick links
Get in touch
Address
Community 40, Fuxing Road, Haidian District, Beijing, China